


(1)深孔鉆削方式簡介
深孔鉆削按排屑形式,可分為外排屑深孔鉆(即槍鉆)和內排屑深孔鉆(BTA)。
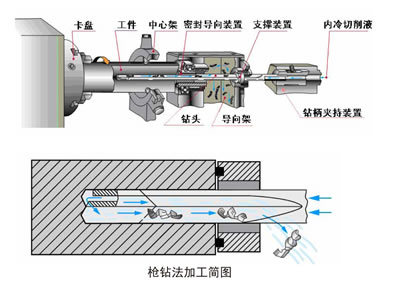
槍鉆法加工簡介
|
|
槍鉆法屬于外排屑加工方式,切削油由冷卻系統的高壓泵組供入機床主軸尾端的旋轉接頭,經主軸內孔、刀具內部空腔供入刀具切削刃部,對切削刃進行冷卻潤滑,然后帶著切屑的切削油通過刀具V型槽和已加工孔壁之間的空隙排入導向裝置。刀具進入工件前依靠導向套導向,刀具進入工件后依靠自導向功能完成深孔鉆削。該方法一般適用于≤Φ40mm的深孔加工。 |
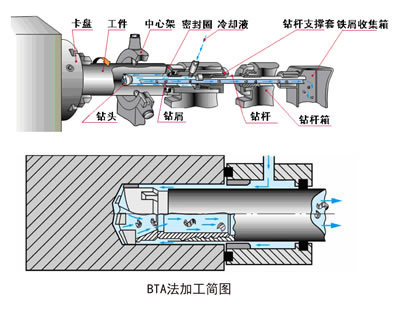
BTA加工簡介
|
|
BTA屬于內排屑加工方式,切削油由冷卻系統的高壓泵組供入導向裝置,經過刀具外部與已加工孔壁之間的空隙,到達刀具切削刃部,對切削刃進行冷卻潤滑,帶著切削油通過刀具內孔、機術主軸內孔排出。刀具進入工件前依靠導向套導向,刀具進入工件后依靠自導向功能完成深孔鉆削。該方法適用于深孔鉆削、鏜削和套料,但受到鉆桿內孔排屑空間的限制,主要用于直徑>Φ12mm的深孔加工。 |
深孔加工主要特點
1、同麻花鉆相比,具有極高的效率;在一般情況下也的長徑比≤200:1,均可一次進給完成鉆削,中途不需退刀,可獲得極佳的尺寸精度、直線度、表面粗糙度,可加工直孔、斜孔、交叉孔、盲孔、擴孔等;鉆削過程對機床、刀具、切削液及相關設備有較高的要求。
2、深孔加要是處于封閉狀態下完成的,不能直接觀察到刀具的切削情況,只能憑經驗,通過聽聲音、看切屑、觀察機床負荷及切削液壓力變化、機床振動情況等現象來判斷切削過程是否正常。
3、切削熱不易散發。一般切削過程中80%的切削熱被切削帶走,而深孔鉆削只有40%,刀具占切削熱的比例較大,擴散遲、易過熱,刀口溫度可達600℃,必須采取有效的強制冷卻方式。
4、切屑不易排出。由于孔太深,切屑排出路徑長,容易堵塞,造成鉆頭崩刀。因此,加工時要控制切屑的長短,以便強制排屑。
5、刀具系統剛性差。因受孔徑尺寸限制,孔的長徑比大,鉆桿細而長,剛性差,易產生震動,鉆孔易走偏,因此刀具系統的支撐、導向極為重要,尤其槍鉆機床更為突出。
6、深孔加工刀具自導向。深孔加工過程中刀桿細而長,因此刀具上均設置有導向塊,加工時導向塊與已加工表面接觸,對刀具有支撐和自導向的作用,因此才可完成深孔的加工。
冷卻介質對深孔加工影響較大。深孔加工過程中深孔刀具的導向塊與孔已加工表面直接接觸,冷卻介質不僅冷卻加工區域、沖走切屑,還要能夠形成極壓油模,用以保護刀具導向塊,提高刀具壽命和加工精度,因此,冷卻介質中一般都含有極壓添加劑及其它成份。
深孔加工主要應用領域
目前,我公司深孔鉆床產品涵蓋了模具、汽車、鍋爐、煤機、工程機械、油泵油嘴、液壓、醫療器械、管板、紡織機械、造紙機械、鋼鐵(軋輥)、飼料機械、曲軸等行業。

企業郵箱:
企業地址:
山東省德州市陵城區安德街道西環路1號
Copyright © 2022 山東普利森集團有限公司. All rights reserved 魯ICP備05008141號-1 SEO標簽
