


(4)槍鉆刀具使用的相關知識
槍鉆刀具介紹
槍鉆最初用于加工槍管,故名為槍鉆。其鉆孔精度一般為IT7-IT11,鉆孔表面粗糙度Ra一般為3.2-0.4μm。
槍鉆具有一次鉆削就能獲得良好精度和表面粗糙度等特點,已用于小深孔和特殊孔的加工。隨著近幾年來的應用越來越廣泛,槍鉆的適和范圍也在不斷的擴大,不僅用于加工通孔,還可以加工盲孔、階梯孔、斜孔等。
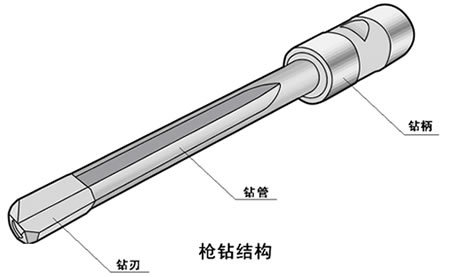
槍鉆由鉆刃、鉆管、鉆柄三部分組成。鉆刃材料有高速鋼和硬質合金兩種并與鉆管焊接為一體,目前鉆刃材料常用硬質合金。
槍鉆加工屬于外排屑加工方式,工作原理:切削液由槍鉆鉆柄上小孔進油,進入鉆管內部,到達鉆刃進行冷卻潤滑,并將切除的切屑從刀具的V型槽中排出。
槍鉆的優點:
(1)孔加工精度高,經濟性好(2)切削性能穩定性高(3)孔的同軸度好(4)優異的鉆孔質量和排屑性能(5)加工過程可靠性高。
槍鉆本身不具備自定心功能,因此在加工時必須使用鉆套(即導向套)或引導孔以作刀具加工的定位。
使用槍鉆注意事項
不正確的使用深孔鉆削刀具可能導致嚴重的人身傷害,如割傷等。
深孔鉆削刀具本身不具備自定心功能,同時也不平衡,因此在加工開始時,刀具必須通過一個足夠長的導向套或引導孔,用以導向。
槍鉆在進入到導向套或引導孔時不應旋轉,先開啟冷卻液,再啟動主軸。
加工孔深度到達后,關閉冷卻液,開始退刀,退刀時主軸應停止旋轉。
導向套為易損件,當導向套內徑磨損量大于0.2mm時,需更換。
刀具的支撐:槍鉆在加工孔深超過鉆頭直徑的30-40倍時,應分級鉆削或增加輔助支撐,支撐的個數為每30-40倍直徑增加一個。
切削參數推薦表(僅供參考,根據實際加工情況適當調整)
|
材料名稱 |
硬度 |
切削速度 |
鉆頭直徑 mm |
|---|---|---|---|
|
1.95-3.0 |
|||
|
走刀量 (mm·r) |
|||
|
非合金鋼 |
90-200 |
60-120 |
0.003-0.010 |
|
低合金鋼 |
150-260 |
40-120 |
0.003-0.010 |
|
高合金鋼 |
150-250 |
40-200 |
0.003-0.010 |
|
不銹鋼 |
150-270 |
40-90 |
0.003-0.008 |
|
鑄鋼 |
90-225 |
50-120 |
0.003-0.010 |
|
可鍛鑄鐵 |
110-145 |
70-90 |
0.005-0.010 |
|
灰口鑄鐵 |
150-220 |
60-90 |
0.004-0.010 |
|
球墨鑄鐵 |
125-230 |
70-90 |
0.005-0.010 |
|
鋁合金 |
40-150 |
65-300 |
0.005-0.015 |
|
銅和銅合金 |
50-160 |
65-300 |
0.005-0.015 |
材料名稱 |
硬度 |
鉆頭直徑 mm |
|---|---|---|
|
3.00-6.30 |
||
|
走刀量 (mm·r) |
||
|
非合金鋼 |
90-200 |
0.005-0.030 |
|
低合金鋼 |
150-260 |
0.004-0.030 |
|
高合金鋼 |
150-250 |
0.004-0.025 |
|
不銹鋼 |
150-270 |
0.004-0.025 |
|
鑄鋼 |
90-225 |
0.005-0.030 |
|
可鍛鑄鐵 |
110-145 |
0.008-0.030 |
|
灰口鑄鐵 |
150-220 |
0.005-0.030 |
|
球墨鑄鐵 |
125-230 |
0.008-0.030 |
|
鋁合金 |
40-150 |
0.005-0.040 |
|
銅和銅合金 |
50-160 |
0.005-0.040 |
|
材料名稱 |
硬度 |
切削速度 |
鉆頭直徑 mm |
|---|---|---|---|
|
6.30-12.5 |
|||
|
走刀量 (mm·r) |
|||
|
非合金鋼 |
90-200 |
60-120 |
0.015-0.055 |
|
低合金鋼 |
150-260 |
40-120 |
0.010-0.050 |
|
高合金鋼 |
150-250 |
40-200 |
0.010-0.050 |
|
不銹鋼 |
150-270 |
40-90 |
0.010-0.040 |
|
鑄鋼 |
90-225 |
50-120 |
0.015-0.055 |
|
可鍛鑄鐵 |
110-145 |
70-90 |
0.020-0.070 |
|
灰口鑄鐵 |
150-220 |
60-90 |
0.010-0.070 |
|
球墨鑄鐵 |
125-230 |
70-90 |
0.020-0.070 |
|
鋁合金 |
40-150 |
65-300 |
0.020-0.070 |
|
銅和銅合金 |
50-160 |
65-300 |
0.020-0.070 |
|
材料名稱 |
硬度 |
切削速度 |
鉆頭直徑 mm |
|---|---|---|---|
|
12.5-35.00 |
|||
|
走刀量 (mm·r) |
|||
|
非合金鋼 |
90-200 |
60-120 |
0.020-0.110 |
|
低合金鋼 |
150-260 |
40-120 |
0.020-0.110 |
|
高合金鋼 |
150-250 |
40-200 |
0.020-0.100 |
|
不銹鋼 |
150-270 |
40-90 |
0.020-0.100 |
|
鑄鋼 |
90-225 |
50-120 |
0.020-0.1100 |
|
可鍛鑄鐵 |
110-145 |
70-90 |
0.050-0.190 |
|
灰口鑄鐵 |
150-220 |
60-90 |
0.030-0.190 |
|
球墨鑄鐵 |
125-230 |
70-90 |
0.050-0.190 |
|
鋁合金 |
40-150 |
65-300 |
0.030-0.150 |
|
銅和銅合金 |
50-160 |
65-300 |
0.030-0.150 |
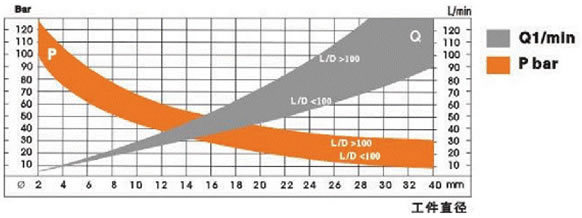
冷卻液壓力和流量推薦表(僅供參考,根據實際加工情況適當調整)
選擇深孔鉆床注意事項
機床類別選擇:
單坐標系列數控深孔鉆床:適合加工回轉類零件,刀具旋轉,工件即可也可固定,增加橫向移動夾具及分度頭可完成偏心孔、斜孔的加工。
三坐標系列數控深孔鉆床:適合加工異形零件,工件固定在工作臺上,刀具旋轉進給。
加工方法選擇:
選擇加工方法時主要根據鉆孔直徑大小、精度和效率要求進行選擇。
槍鉆法(外排屑法):鉆孔直徑Φ1.5-Φ40mm,表面粗糙度Ra0.4-Ra3.2μm(一般材料),效率高于麻花鉆,低于BTA法。
BTA法(內排屑法):鉆孔直徑≥Φ16mm,表面粗糙度Ra1.6-Ra6.3μm(一般材料),效率比槍鉆法高1.5-4倍。
加工效率要求:
加工效率要求較高的,可選擇多頭,可大大提高效率。

企業郵箱:
企業地址:
山東省德州市陵城區安德街道西環路1號
Copyright © 2022 山東普利森集團有限公司. All rights reserved 魯ICP備05008141號-1 SEO標簽
